PTFE Mesh Conveyor Belt Selection Guide for Industrial Processes
A PTFE mesh conveyor belt should be selected as part of the machine, not as a stand-alone consumable. The correct specification depends on the product being conveyed, required airflow, operating temperature, moisture and chemical exposure, belt speed, tension, pulley diameter, joint construction, edge reinforcement and tracking method. A 4 x 4 mm fiberglass belt may be a practical starting point for many hot-air dryers, but fine products, steam-rich food lines, UV curing systems and high-tension industrial ovens can require very different constructions.
This PTFE mesh conveyor belt selection guide explains how to turn those process conditions into a workable belt specification before requesting a quotation.
Start With the Process Instead of the Belt Code
PTFE mesh conveyor belts, often called Teflon mesh belts, combine an open woven substrate with a PTFE coating. The open structure allows hot air, moisture, ultraviolet light or infrared energy to pass through the belt, while the PTFE surface provides release performance and resistance to many process chemicals.
The useful question is not simply “Which mesh is strongest?” A belt with maximum open area may improve airflow but provide too little support for small or soft products. A heavy joint may be easy to install but create a cold spot or leave a mark. A thick reinforced edge may improve tracking durability but reduce flexibility around a small nosebar.
Before choosing a construction, record these operating conditions:
- Product dimensions, weight and surface condition
- Maximum continuous and short-term temperature
- Heating method, such as hot air, IR, UV, microwave or RF
- Moisture, steam, oil, adhesive and chemical exposure
- Required airflow or light transmission through the belt
- Conveyor speed, working tension and load distribution
- Belt width, endless length and available take-up travel
- Drive pulley, idler and nosebar diameters
- Metal detector, microwave or other restrictions on metallic joints
- Required food-contact or other regulatory documentation
These details are more useful to a belt manufacturer than a photo or an old belt code alone.
Choose the Mesh Opening by Product Support and Airflow
Mesh size controls two competing requirements: support under the product and open area for heat or mass transfer. Smaller openings provide a more continuous carrying surface. Larger openings reduce resistance to airflow and allow more UV or IR energy to reach the lower surface of the product.
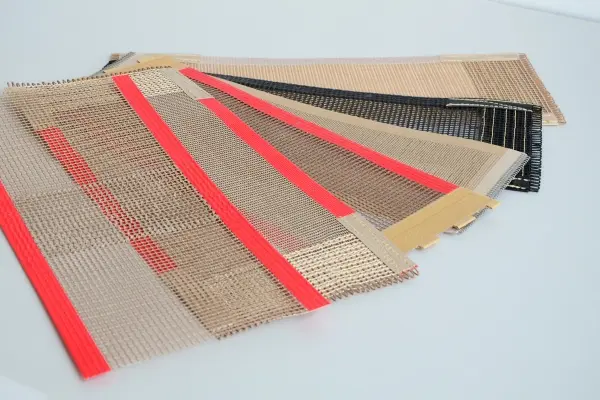
Jiujiang PTFE currently produces mesh openings including 1 x 0.5 mm, 1 x 1 mm, 2 x 2.5 mm, 4 x 4 mm, 5 x 5 mm, 8 x 8 mm and 10 x 10 mm. The following table is a practical starting point rather than a universal rule.
| Mesh opening | Typical selection logic | Common process examples | Main trade-off |
| 1 x 0.5 mm to 1 x 1 mm | Maximum support for small pieces, fine fibers or products that could fall through a larger opening | Fine food pieces, small components, thin nonwovens and some powder-related drying processes | Higher airflow resistance and more belt surface under the product |
| 2 x 2.5 mm | More airflow than fine mesh while retaining good product support | Small food products, general drying and processes that need a tighter carrying surface | Less ventilation than 4 x 4 mm open mesh |
| 4 x 4 mm | Balanced airflow, support and dimensional stability; a common industrial configuration | Screen printing dryers, textile dryers, shrink tunnels, sliced food drying and general hot-air processing | May be too open for small products and less open than large-aperture UV belts |
| 5 x 5 mm to 10 x 10 mm | Higher airflow or light transmission for larger products that are well supported | High-velocity drying, UV curing and applications where underside exposure is important | Reduced support and greater sensitivity to product size and point loading |
Do not choose a large aperture only because it appears to dry faster. Check the smallest product dimension, whether the product softens during heating, and whether an edge or corner can enter the opening. If product marking matters, test a sample at the real temperature and line tension.
For matching an initial sample to Jiujiang PTFE’s current product range, the public product table lists the following families:
| Mesh opening | Current product examples | Available variations shown in the product range |
| 1 x 0.5 mm | PT-1095 | Brown fiberglass mesh |
| 1 x 1 mm | PT-1091 | Brown fiberglass mesh |
| 2 x 2.5 mm | PT-1092 PT-1092C PT-1092B | Brown black and white versions with different thicknesses |
| 4 x 4 mm | PT-1090 PT-1090S PT-1090SH PT-1090C PT-1090CS PT-1090B | Several weights thicknesses and colors for different duties |
| 5 x 5 mm | PT-1090TH PT-1090YH | Heavier constructions for higher mechanical demand |
| 8 x 8 mm | PT-9088 | Wide-open brown mesh |
| 10 x 10 mm | PT-1010 | Maximum-opening brown mesh in the listed standard range |
A part number is not a complete machine specification. Confirm thickness, coated weight, tensile data, joint, edge, width tolerance and compliance documents before ordering.
Plain Weave and Leno Weave
A plain weave follows a simple over-under yarn pattern and provides a uniform surface. It is often suitable for fine openings and products that need continuous support. As the opening becomes larger, however, the yarns have more room to shift under tension.
In a leno weave, warp yarns twist around the weft and lock the intersections more securely. This improves dimensional stability in larger open-mesh constructions and is one reason leno structures are common in 4 x 4 mm and other wide-open industrial belts.
The weave should therefore be specified together with mesh size. Two belts described only as “4 x 4 mm PTFE mesh” may behave differently if their substrate, yarn count, weave and coating weight are not the same.
Match the Substrate to Heat Load and Moisture
The woven substrate carries the mechanical load. PTFE provides the release surface and chemical barrier, but the substrate determines much of the belt’s tensile behavior, flex life and dimensional stability.
PTFE Coated Fiberglass
Fiberglass is the common starting point for general industrial PTFE mesh belts. It offers good dimensional stability, low elongation and a useful balance between performance and cost. Jiujiang PTFE lists a typical working range of approximately -70°C to 260°C for its standard mesh conveyor belt products, but the permitted continuous temperature must always be confirmed for the exact fabric, coating, joint and edge construction.
Fiberglass is dimensionally stable but can be damaged by repeated flexing around undersized pulleys or by excessive tension. A belt that is thick enough for the load but too stiff for the machine can fail near the joint or pulley even when its temperature rating is adequate.
Aramid and Fiberglass Aramid Hybrid Constructions
Aramid-reinforced and fiberglass-aramid hybrid meshes are used when higher tensile strength, improved tear resistance or a more demanding mechanical duty is required. They can be useful for wide belts, longer conveyor spans, wet processing and lines where stronger edge or tracking attachments are needed.
Do not assume that every aramid belt has the same temperature capability as every fiberglass belt. Temperature limits vary by fiber, weave, coating and grade. Ask for the data sheet of the proposed construction and compare it with the real continuous temperature, not only the oven set point.
Black and Antistatic Grades
Black mesh belts are often selected for screen printing, UV processing and applications where static control is requested. Color alone does not prove that a belt is electrically conductive or antistatic. If static dissipation is important, request a defined antistatic grade and the relevant resistance data rather than specifying “black PTFE mesh” only.
Select the Joint Around the Machine and the Product
The joint is repeatedly bent and tensioned every time it passes around a pulley. It is often the first area to reveal a mismatch between belt thickness, pulley diameter, speed and working tension. Joint selection also affects airflow, product marking, installation time and compatibility with metal detection or electromagnetic heating.
| Joint type | Where it works well | Limitations to check |
| Clipper hook | Fast on-machine installation, economical maintenance and applications where a mechanical opening is acceptable | Metallic; unsuitable for microwave or RF equipment and normally incompatible with in-line metal detection; may interrupt airflow or touch the product |
| Alligator splice | High pull-out strength and demanding mechanical service | Metallic, relatively rigid and heavier; may require a larger pulley and can create a raised area |
| PEEK spiral | Non-metallic connection, good flexibility and relatively open airflow path | Confirm temperature, load and pin specification; the joint still needs a reinforced belt end |
| Bullnose or castellated joint | Flexible, replaceable pin and field installation; sewn-under versions can provide a smoother carrying side | Stitching and reinforcement create some local thickness; exposed construction may not suit every hygienic process |
| Finger joint | Flat, low-profile endless surface for products sensitive to marking | Requires specialized heat welding and accurate fabrication; field replacement is more involved |
| Butt or dewefted joint | Flat product transfer and reduced step at the splice | Fabrication quality is critical; suitability depends on belt construction and working tension |
| Overlap joint | Relatively simple heat-welded construction and possible on-site repair | Adds local thickness; joint angle, overlap width and welding quality affect flex life and product marking |
For microwave, RF or metal detector lines, start with a non-metallic joint requirement and confirm every component, including the connecting pin and edge hardware. For thin products or laminates that show surface marks, prioritize a flat joint and verify it with a sample. For a machine that cannot be dismantled, an on-machine mechanical or loop joint may be more practical than a pre-made endless finger joint.
Jiujiang PTFE has an existing guide to the overlap joint process. The actual welding temperature, film, overlap and press conditions should be matched to the supplied belt rather than copied from an unrelated fabric.
Choose Edge Reinforcement Before Choosing Tracking Hardware
The open weave ends at the belt edge, where side contact and tracking corrections can pull on individual yarns. Edge reinforcement protects this boundary and creates a stable base for cords, eyelets, studs, snaps or guide pins.
PTFE Film Edge
A heat-sealed PTFE film strip provides a thin, flexible and non-stick border. It is often suitable for lighter belts, packaging machines and conveyors with smaller pulleys. It adds less stiffness than a heavy fabric edge but provides less support for severe side loads or heavy tracking hardware.
PTFE Coated Fiberglass Edge
A PTFE coated fiberglass strip gives the edge more body, abrasion resistance and dimensional stability. It is useful when the belt can touch guide rollers or when the application needs more edge durability than a film strip can provide. The added thickness and stiffness must still be compatible with the pulleys.
Sewn and Sealed Aramid Edge
An aramid or similar high-strength fabric border can carry concentrated loads from guide cords, grommets, chain attachments and other tracking components. It is used on heavy-duty, wide or high-tension belts. Stitching, sealing materials and exposed fibers need special attention in food and wash-down applications.
For a more focused comparison, see Jiujiang PTFE’s guide to PTFE film PTFE cloth and Kevlar edge sealing.
Decide How the Belt Will Track
A mesh belt will not be corrected permanently by adding tension. Excessive tension increases joint load, accelerates flex fatigue and can distort the weave. The conveyor frame, drive pulley, idlers and take-up rollers should first be checked for level, squareness and parallel alignment.
Tracking options include:
- Silicone or aramid guide cords running in a pulley groove
- Reinforced eyelets connected to springs or side chains
- Guide studs or snaps that engage with a matching roller profile
- PTFE guide pins for heavy lateral guiding conditions
- Automatic tracking systems designed around the machine geometry
The reinforced edge must be strong enough for the selected hardware. A guide pin or grommet installed through a light film edge can transfer a concentrated load directly into the open weave and cause tear-out.
If a belt starts drifting, inspect roller alignment, uneven product loading, debris buildup and local temperature differences before increasing tension. Hardened contamination on one side of a roller can change its effective diameter and steer the belt sideways.
Check Belt Thickness Against Pulley Diameter
Every pass around a pulley creates bending stress. A thicker belt, a rigid joint or a wider high-tension construction generally needs a larger pulley than a thin, flexible belt. Technical references for PTFE coated fiberglass belts show suggested minimum pulley diameters that can range from roughly 3 inches to 10 inches depending on belt thickness and width. Those values are screening guidance, not a substitute for the belt manufacturer’s approval.
Before ordering, provide:
- Drive pulley diameter
- Idler pulley diameter
- Nosebar diameter, if present
- Belt thickness and width
- Selected joint construction
- Line speed and start-stop frequency
- Working tension and take-up method
A joint that is much stiffer than the mesh body concentrates bending near the seam. If the existing belt repeatedly cracks 10 to 30 mm from the joint, check pulley size, joint stiffness, alignment and tension together instead of replacing the belt with the same specification.
Practical Configurations for Common Applications
The examples below show how the selection variables work together. They are starting configurations and should be adjusted to the machine and product.
Screen Printing and Textile Dryers
A 4 x 4 mm leno weave is a common starting point because it balances airflow and fabric support. A verified antistatic black grade may help where static buildup affects lightweight textiles or printed sheets. A PEEK spiral or protected bullnose joint can reduce the airflow interruption created by a solid metal splice. Wide belts often benefit from reinforced edges and a compatible tracking cord.
Food Dehydration and Baking
Fine grains, small pieces or soft products may need 1 x 1 mm or 2 x 2.5 mm mesh to prevent fall-through. Sliced fruit, vegetables, meat products and other larger pieces may use 4 x 4 mm mesh for higher airflow. Microwave equipment and lines with metal detectors generally require a fully non-metallic joint and compatible hardware.
Food suitability must be confirmed for the complete belt, not inferred from PTFE alone. Request compliance documentation for the exact coating, substrate, splice, pin, edge material and fabrication method. Also consider whether stitched or exposed fibers could retain product residue during cleaning.
Packaging and Shrink Tunnels
The belt must release hot film, carry the pack without excessive marking and flex around the available pulleys. A 4 x 4 mm fiberglass mesh with a flexible film edge is a common starting point. A clipper joint can simplify replacement when metal is acceptable; a cover flap can reduce direct contact between the product and hook area. Tight nosebars may require a thinner belt or a different joint.
UV and IR Curing
Larger apertures can improve light transmission to the underside of the product, but only when the product is large and stable enough to bridge the openings. Verify whether the line requires antistatic properties and whether UV exposure affects the selected substrate or coating. The joint should not create a wide opaque band that produces inconsistent curing.
Industrial Laminating and Composite Processing
These lines may combine high tension, continuous heat and sensitivity to surface marking. A stronger fiberglass-aramid construction, reinforced edge and flat finger or butt joint may be appropriate. Pulley size, pressure, joint profile and belt thickness should be reviewed together because a heavy specification can become less durable if it is forced around undersized rollers.
Installation and Maintenance Affect the Selection Result
Even a correctly specified belt can fail early if installed with excessive tension or on a misaligned frame. Some woven mesh belts show a small initial length change as the crimp in the weave settles under load. Allow for this with the take-up system and retension gradually after the first operating period. Do not force a new belt taut to remove all visible slack immediately.
During operation:
- Keep drive and idler rollers clean and parallel
- Distribute the product load evenly across the belt width
- Make small tracking corrections while the belt is running
- Allow several belt revolutions before judging each adjustment
- Remove spills before they harden on rollers or support beds
- Use warm water, mild detergent and non-abrasive cleaning tools where compatible with the process
- Avoid steel brushes and sharp scrapers that can damage the PTFE coating and woven yarns
- Inspect the joint, reinforced edges and tracking attachments at planned intervals
Jiujiang PTFE’s article on the proper use of PTFE conveyor belts provides additional operating reminders.
Send These Details With Your RFQ
A complete request helps the manufacturer recommend a belt rather than simply quote the nearest mesh size. Include:
- Application and product being conveyed
- Belt width and endless length
- Preferred mesh opening or smallest product dimension
- Continuous and peak process temperatures
- Heating method and required airflow
- Product load and conveyor speed
- Drive pulley idler and nosebar diameters
- Existing tracking system and take-up travel
- Joint installation restrictions
- Metal detector microwave or RF requirements
- Edge reinforcement and guide hardware
- Required food-contact or industry documentation
- Photos or drawings of the machine and old belt
Jiujiang PTFE Materials Co., Ltd. supplies customized PTFE mesh conveyor belts in multiple mesh sizes, colors, thicknesses, joints and edge configurations. Share the operating conditions above when requesting a sample or quotation so the proposed belt can be checked against the product, process and machine as one system.
Frequently Asked Questions
What is the most common PTFE mesh conveyor belt size
The 4 x 4 mm open mesh is a common industrial starting point because it offers a useful balance between airflow and product support. It is not automatically the best choice for every line. Small products may require 1 x 1 mm or 2 x 2.5 mm mesh, while UV curing or high-airflow processes with larger products may use wider openings.
When should I use a solid PTFE belt instead of an open mesh belt
Use an open mesh belt when air, moisture, light or heat needs to pass through the belt. A solid PTFE coated belt is more suitable when the product needs continuous support, liquid containment, a smoother surface or minimal marking from mesh openings.
Can a PTFE mesh belt be used in food processing
PTFE mesh belts are used in drying, baking, freezing and other food processes, but compliance must be verified for the complete fabricated belt. Ask for documentation covering the exact coating, substrate, splice, pin, edge reinforcement and other components.
Which joint should be used with a metal detector or microwave oven
Start with a non-metallic joint such as a suitable PEEK spiral or fabric-loop construction, and confirm all pins, edge hardware and tracking components with both the belt supplier and equipment manufacturer. Do not assume a belt is metal-free based only on the visible joint.
Why does a PTFE mesh belt fail close to the joint
Common causes include a joint that is too stiff for the pulley, excessive tension, pulley misalignment, poor fabrication, repeated start-stop loading or a mismatch between belt thickness and pulley diameter. The failure location should be examined before ordering an identical replacement.
Does a black PTFE mesh belt always provide antistatic performance
No. Black color may be used for several reasons and does not by itself define electrical resistance. Specify a tested antistatic or conductive grade when static control is required.