Application of Teflon Mesh Conveyor Belts in Tortilla Production
Discover the critical role of Teflon mesh conveyor belts in automated tortilla production, enhancing quality, efficiency, and food safety.
Introduction
Overview of the Tortilla Production Industry and Market Significance
The global tortilla market is a significant and rapidly expanding segment of the food industry. Market analyses project substantial growth, with one estimate indicating an increase from $49.93 billion in 2024 to $53.86 billion in 2025, reflecting a compound annual growth rate (CAGR) of 7.97%. The market is further projected to reach $73.495 billion by 2030, at a CAGR of 5.64%. This robust growth highlights the economic importance of the tortilla industry and underscores the need for efficient and scalable production methods.
Several factors drive this market expansion, including the tortilla’s status as a traditional dietary staple in many cultures, its versatility in a wide array of culinary applications, and increasing consumer focus on healthier food options. The burgeoning global popularity of Mexican and Tex-Mex cuisine, coupled with the globalization of food tastes and a growing demand for convenient, ready-to-eat food products, further fuels this growth. Geographically, North America currently represents the largest market for tortillas, while Latin America is anticipated to be the fastest-growing region in the coming years. The sheer scale and projected expansion of this market necessitate continuous improvements in production technologies to meet demand while maintaining quality and cost-effectiveness. The efficiency of production processes, in which conveyor technology plays a pivotal role, is therefore of paramount importance.
The Critical Role of Conveyor Systems in Modern, Automated Tortilla Manufacturing
In contemporary, high-volume tortilla manufacturing, conveyor systems are not merely ancillary equipment but are integral to the entire automated production line. Industrial tortilla production encompasses multiple stages, from raw dough handling to final product cooling and packaging, with conveyors facilitating the seamless movement of materials between these stages. Key operations such as transferring dough from sheeter/cutters to ovens, navigating tortillas through multi-tiered baking ovens, and moving baked products to cooling stations are all reliant on sophisticated conveyor systems.
The production capacities of modern tortilla plants are substantial; for instance, a single sheet cutter can process 84,000 tortillas per hour , and production lines are available with capacities of up to 36,000 pieces per hour. Such high throughputs demand exceptionally reliable and continuous material handling solutions. Conveyor belts used in these settings must withstand demanding conditions, including high temperatures and contact with potentially sticky dough. Specifically, high-temperature resistant and anti-sticking Teflon (a common brand name for Polytetrafluoroethylene, or PTFE) conveyors have been identified as crucial for maintaining the integrity, such as intactness and roundness, of tortilla dough pieces during their transport through various processing stages. Consequently, conveyors are fundamental components that directly influence product quality, production speed, and overall operational efficiency in the automated tortilla industry. The interconnectedness of market growth, automation, and material science is evident here: as the market expands, the drive for automation intensifies, which in turn pushes the boundaries of material science to develop components like advanced conveyor belts that can meet the rigorous demands of high-speed, high-quality production.
Introduction to Polytetrafluoroethylene (PTFE) and the Emergence of Teflon Mesh Conveyor Belts in Food Processing
Polytetrafluoroethylene (PTFE) is a synthetic fluoropolymer well-regarded for a unique combination of properties that make it highly suitable for demanding industrial applications, particularly in the food processing sector. Teflon® is a widely recognized brand name for PTFE materials. The key characteristics of PTFE include exceptional non-stick (release) properties, high chemical inertness, considerable resistance to high temperatures, and a very low coefficient of friction.
Owing to these attributes, PTFE is a standard material choice for various food processing equipment components, including but not limited to conveyor belts, non-stick coatings for baking pans and cookware, and seals. Its biocompatibility and compliance with food safety standards further solidify its position in this industry. PTFE mesh conveyor belts represent an innovative application of this material, combining the inherent benefits of PTFE with the structural and airflow advantages offered by a mesh fabric construction. This combination allows for the development of conveyor solutions that can withstand the thermal and chemical stresses of food processing environments while ensuring gentle handling and efficient processing of food products. Consumer trends also play a role in driving such technological choices; for example, the increasing demand for “clean labels and natural ingredients” and heightened health awareness indirectly favor materials like PTFE. Its food-grade compliance and its non-toxic, odorless, and tasteless nature align well with consumer expectations for safe and high-quality food products, making PTFE belts a preferred option over materials that might pose contamination risks or necessitate the use of more aggressive cleaning agents.
Fundamental Properties and Construction of PTFE Mesh Conveyor Belts
Material Composition
PTFE mesh conveyor belts are composite structures engineered to leverage the strengths of multiple materials. They are typically fabricated from a woven base mesh made of either fiberglass or Kevlar® (an aramid fiber), which is then coated or impregnated with PTFE resin. The choice of base fabric provides the necessary mechanical strength, dimensional stability, and resistance to wear, forming the structural backbone of the belt. Fiberglass is a common choice due to its good strength-to-weight ratio and thermal stability, while Kevlar® may be selected for applications requiring even higher strength or performance under extreme conditions. The PTFE coating, applied over this reinforcing mesh, imparts the critical surface characteristics essential for food processing applications, such as non-stick properties and chemical resistance. This symbiotic relationship between the PTFE coating and the base mesh is fundamental to the belt’s overall performance. The mesh provides the structural integrity necessary to withstand the mechanical stresses of conveyor systems, especially at elevated temperatures. While the PTFE coating delivers the essential surface properties like non-stick behavior and resistance to heat and chemicals , PTFE itself possesses minimal tensile strength. Consequently, any damage to the underlying glass fiber structure, for instance, through excessive bending or kinking, can significantly compromise the belt’s integrity and shorten its operational life, even if the PTFE coating appears superficially intact. This underscores that the durability and performance of a PTFE mesh belt are truly composite properties, reliant on the synergy between its constituent materials.
Key Characteristics Relevant to Food Processing
The unique combination of properties exhibited by PTFE mesh conveyor belts makes them exceptionally well-suited for the demanding environment of tortilla production. These key characteristics include:
- High-Temperature Resistance: PTFE belts are designed to operate effectively across a broad temperature spectrum. They can typically withstand continuous operating temperatures ranging from approximately -70°C (-100°F) up to 260°C (500-550°F). Some specialized formulations or constructions may tolerate even higher short-term exposures, with some sources indicating up to 288°C (550°F) or brief excursions to 360°C (680°F). This thermal stability is critical in tortilla production, particularly during the baking stage, where oven temperatures commonly reach 177–260°C (350–500°F).
- Non-Stick (Superb Release) Properties: A hallmark of PTFE is its exceptionally low surface energy, resulting in excellent non-stick or release characteristics. This property is indispensable in tortilla manufacturing, where dough formulations, whether corn-based masa or wheat flour-based, can be inherently sticky. The non-stick surface ensures that tortillas release easily from the belt after pressing and baking, which minimizes product damage, reduces material waste, and helps maintain the desired product shape and appearance.
- Chemical Inertness and Resistance: PTFE is virtually inert to most chemicals, including food ingredients, fats, oils, and a wide range of cleaning agents. This chemical resistance prevents corrosion or degradation of the belt material when in contact with acidic food components or alkaline cleaning solutions. It also ensures that there is no chemical contamination or leaching of undesirable substances from the belt into the food product.
- Food-Grade Compliance (FDA Standards): Reputable manufacturers produce PTFE mesh conveyor belts using materials that comply with stringent food safety regulations, such as those set forth by the U.S. Food and Drug Administration (FDA) for food contact surfaces. This compliance ensures that the belts are non-toxic, odorless, and tasteless, making them safe for direct interaction with tortillas and other food products.
- Durability, Tensile Strength, and Dimensional Stability: The incorporation of a fiberglass or Kevlar® base fabric provides PTFE mesh belts with excellent tensile strength and remarkable dimensional stability, often exhibiting less than 1% elongation under load. This structural integrity ensures that the belts resist stretching, tearing, wear, and deformation, even when subjected to continuous mechanical stresses and thermal cycling in a production environment. This inherent durability contributes to a longer operational lifespan and reduces the frequency of belt replacements.
- Air Permeability/Airflow due to Mesh Design: The open-mesh construction is a defining feature of these belts, allowing for significant air permeability. This characteristic is highly beneficial in processes such as drying, baking, and cooling, where uniform temperature regulation and efficient heat transfer or removal are critical. The mesh structure permits hot air to circulate freely around the product during baking and facilitates rapid cooling by allowing ambient or forced air to pass through the belt and around the tortillas.
These properties, working in concert, establish PTFE mesh conveyor belts as a highly effective solution for addressing the multifaceted challenges encountered in modern, automated tortilla production lines.
Constructional Aspects
The specific construction of PTFE mesh conveyor belts can be tailored to meet the varied demands of different stages within the tortilla production process. Key constructional variables include:
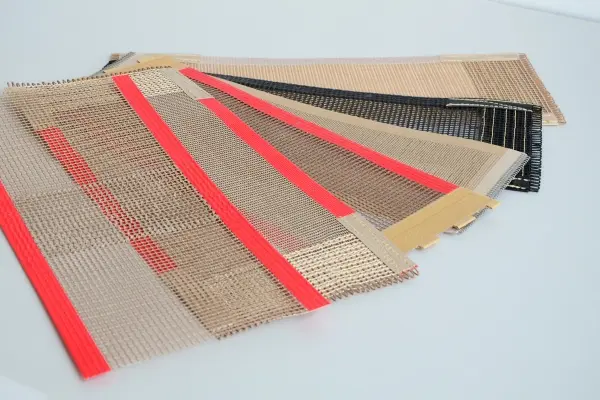
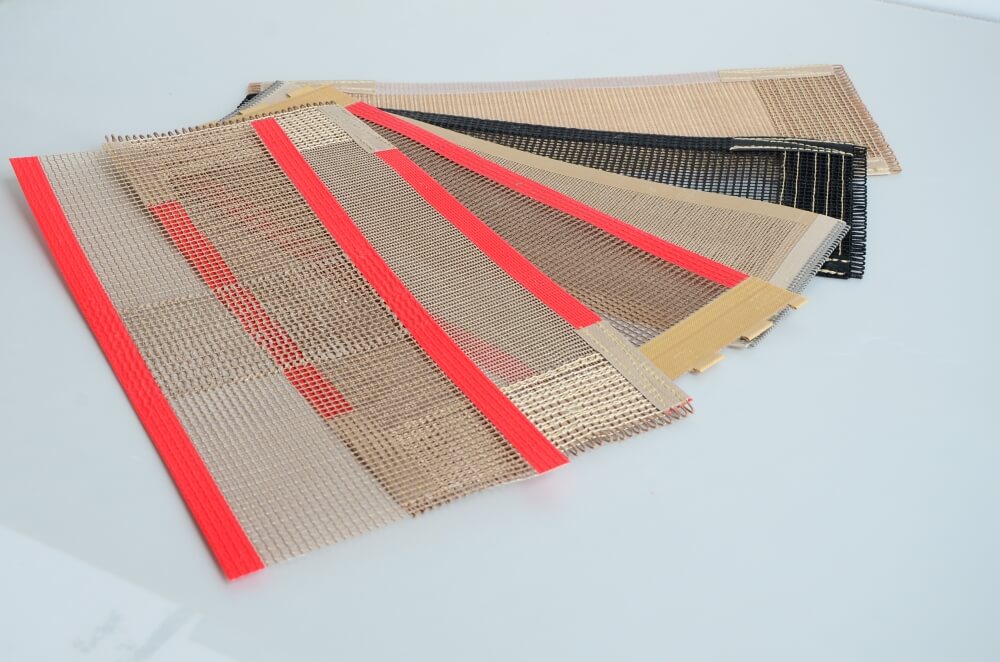
- Mesh Sizes and Their Implications: PTFE mesh belts are available with a range of mesh opening sizes, commonly specified in millimeters, such as 1x1mm, 2×2.5mm, 4x4mm, and 10x10mm. The selection of an appropriate mesh size is crucial and depends on the characteristics of the product being conveyed and the specific process requirements. For instance, finer mesh sizes (e.g., 1x1mm) offer good breathability while preventing small particles or delicate products from falling through the belt. These might be suitable for handling fragile or very small items. Conversely, larger mesh openings (e.g., 4x4mm) are often preferred for applications where maximum airflow is paramount, such as in drying, baking, or cooling operations for larger products like tortillas. The choice balances the need for product support with the requirement for efficient heat and mass transfer.
- Weft Options (Single vs. Double): The weaving pattern of the base mesh also influences the belt’s properties. Single weft mesh constructions are generally considered suitable for many food processing tasks, including baking and dehydrating, offering a balance of flexibility and strength. Double weft mesh, on the other hand, provides enhanced tensile strength and rigidity, making it a better choice for more demanding industrial applications that involve heavier loads or higher tension.
- Edge Reinforcements and Joint/Splice Types:
Edge Reinforcements: To improve tracking, prevent fraying, and extend the operational life of the belt, the edges of PTFE mesh conveyors are often reinforced. Common reinforcement materials include heat-sealed PTFE films, sewn or heat-sealed PTFE-coated fabrics, or strips of Kevlar fabric for applications requiring maximum edge durability. Heat-sealed PTFE film is a frequently used option, providing a smooth and durable edge.
Joint/Splice Types: To create an endless loop for continuous operation, PTFE mesh belts are joined using various splicing techniques. The choice of joint type depends on factors such as the belt fabric, thickness, anticipated load, operating tension, and the diameter of the conveyor rollers. Common joint types include the Bullnose joint (often preferred for its smooth, non-marking profile suitable for lighter applications), Alligator (metallic) joint (for higher stress applications), Castellated joint, and Spiral joint (often made of PEEK or other durable plastics, providing a flexible and non-metallic option). The goal is to select a joint that is strong, durable, and minimizes any potential for marking or damaging the tortillas
The availability of these diverse constructional options allows for a high degree of customization. This adaptability is not merely for variety but is a critical factor in optimizing belt performance and longevity across the distinct stages of tortilla production. For example, a fine mesh might be optimal for preventing dough sag during the initial transport of delicate, unbaked tortillas, whereas a more open mesh could be preferred in cooling tunnels to maximize airflow and cooling efficiency. Similarly, robust edge reinforcements are vital for maintaining belt tracking and durability, particularly on wider belts or in high-speed segments of the production line. The selection of an appropriate joint type also significantly impacts the belt’s operational smoothness and overall strength. This implies that a “one-size-fits-all” approach to PTFE mesh belt selection is suboptimal; instead, careful engineering consideration and customization are necessary to match the belt’s characteristics to the specific demands of each application point within the tortilla manufacturing process.
Table 1: Key Technical Specifications of PTFE Mesh Conveyor Belts for Tortilla Production
| Parameter | Value/Description |
| Material Composition | PTFE-coated fiberglass or PTFE-coated Kevlar (aramid) fabric |
| Operating Temperature Range | Typically -70°C to +260°C (-100°F to +500/550°F); some up to +288°C or short term to +360°C |
| Typical Mesh Sizes (mm) | 1×1, 2×2.5, 4×4, 8×8, 10×10 |
| PTFE Content | Can be high, e.g., up to 60-62% for premium grades to ensure release properties |
| Tensile Strength (example) | e.g., 2300 N/5cm for a 0.25mm thick premium PTFE glass fabric |
| Elongation | Extremely low, typically <1% |
| Available Weft Types | Single weft (common for food processing), Double weft (for higher strength demands) |
| Common Edge Reinforcements | Heat-sealed PTFE film, heat-sealed PTFE fabric, sewn PTFE fabric, Kevlar® fabric |
| Common Joint Types | Bullnose, Alligator (metal), Castellated, Spiral (plastic) |
| Food Safety Compliance | Typically meets FDA (USA) and relevant EU food contact material standards |
This table consolidates key technical specifications often considered when selecting PTFE mesh conveyor belts for applications like tortilla production. These parameters provide a basis for engineers and production managers to compare different belt offerings and make informed decisions tailored to their specific operational needs, ensuring that the chosen belt can withstand the process conditions and deliver optimal performance. The “sacrificial” nature of PTFE, while primarily discussed in the context of seals , might offer an indirect benefit for conveyor belts as well. In the event of a severe mechanical failure within the conveyor system, such as a seized roller, a PTFE belt, being a softer polymer compared to metal framework or drive components, might preferentially tear or sustain damage. While belt failure is undesirable, this could potentially prevent more catastrophic and costly damage to the more expensive and harder-to-replace metallic components of the conveyor machinery. This characteristic, though a failure mode, could be seen as a form of passive equipment protection in extreme circumstances.
The Industrial Tortilla Production Process and Conveyor Integration Points
Overview of Tortilla Manufacturing Stages
The industrial production of tortillas, whether corn or flour-based, involves a sequence of carefully controlled stages, many of which are highly automated. Understanding this process flow is essential for identifying where conveyor systems, particularly PTFE mesh belts, play critical roles.
1. Mixing: The process begins with the precise mixing of ingredients. For corn tortillas, this typically involves slaked corn (nixtamalized corn) ground into masa dough. For flour tortillas, the basic ingredients include wheat flour, water, fat (shortening or oil), and salt, often supplemented with leavening agents (like baking powder or yeast), emulsifiers, gums, and mold inhibitors to achieve desired texture, rollability, and shelf-life.
2. Dough Handling (Chunking/Dividing and Rounding): After mixing, the bulk dough is processed into manageable portions. This involves chunking or dividing the dough into pieces of consistent weight, which are then rounded into smooth balls. Automated systems often elevate and transfer the dough to these units.
3. Pre-heating/Sheeting (for some corn tortilla processes): In some corn tortilla lines, the masa may be fed into a pre-heater where paddles push it between rollers to form a thick sheet. This sheet then travels to another machine for further sheeting and cutting.
4. Proofing (primarily for flour tortillas): Flour tortilla dough balls typically undergo a proofing or resting stage. This allows the gluten to relax and, if yeast is used, for fermentation to occur. Proofing takes place in a controlled environment with specific temperature (e.g., 28–30°C or 82–86°F) and humidity (e.g., 85% RH) conditions for a duration of 5–20 minutes. This step is critical for developing the desired texture and handling properties of the final tortilla.
5. Forming/Pressing: This stage shapes the dough balls into flat, round tortillas. Two primary methods are used:
- Hot Press Method: This is a highly automated process where proofed dough balls are placed, often automatically, onto the infeed belt of a hot press. The belt conveys the dough balls under a heated, hydraulic stamping mechanism that presses them into thin discs. Hot-pressed flour tortillas are generally smoother, more elastic, and more resistant to tearing.
- Die-Cut/Extrusion Method: In this method, dough is extruded into a continuous band, which is then sheeted and cross-rolled to the desired thickness (e.g., 0.5 – 2.5 mm). A circular die then cuts out individual round tortilla shapes. The remaining dough matrix is often collected and reused. This method can offer cost advantages in large-scale production.
6. Baking: The formed tortillas are conveyed through multi-tiered, direct gas-fired ovens. Baking temperatures typically range from 177–260°C (350–500°F), and baking times are short, usually between 20–50 seconds for flour tortillas. Corn tortillas might bake even faster, for instance, in as little as 21 seconds, often traveling in a zigzag pattern across multiple conveyor tiers within the oven.
7. Cooling: After baking, the hot tortillas must be cooled to ambient temperature before they can be packaged. This is crucial for preventing condensation in the package, which can lead to sogginess and microbial spoilage. Cooling is achieved by conveying the tortillas through cooling tunnels or over extended ambient cooling conveyors, which may utilize forced air.
8. Counting/Stacking and Packaging: Finally, the cooled tortillas are automatically counted, stacked into predetermined quantities, and packaged for distribution.
The high-speed, continuous nature of these operations, with some lines producing tens of thousands of tortillas per hour , means that any disruption or failure in the conveyor system at a critical juncture—such as the oven infeed/outfeed or the press belt—can rapidly lead to significant production downtime, product loss, and economic repercussions. Consequently, the reliability of the conveyor belts, their joints, and their tracking systems is of paramount importance. This operational imperative elevates the significance of selecting durable materials like PTFE and incorporating robust construction features such as effective edge reinforcements and appropriate splicing techniques.
Identification of Key Stages Where Conveyor Belts are Integral
Conveyor belts are ubiquitous throughout the industrial tortilla production line, serving as the primary means of transport between processing stations. Key integration points include:
- Dough Elevator Conveyor: Used to transport large batches of mixed dough from mixers to subsequent processing units like chunkers or dividers.
- Sheeter/Cutter Infeed and Outfeed Conveyors: In die-cut systems, conveyors feed the dough sheet into the sheeter/cutter and transport the cut tortillas away from the cutting mechanism.
- Proofer Conveyors: These belts carry dough balls through the controlled environment of the proofing chamber, ensuring consistent residence time for each piece.
- Hot Press Infeed Belt / Bottom Press Belt: This is a critical application where dough balls are precisely placed and transported onto the bottom belt of the hot press. The belt moves the dough under the pressing head. The characteristics of this belt directly impact the pressing operation and tortilla release.
- Oven Conveyors: These belts are responsible for carrying the formed tortillas through the high-temperature environment of the baking ovens. Often, these are multi-tiered systems requiring long lengths of belting.
- Vacuum Transfer Conveyor: In some systems, a vacuum transfer conveyor is used to move tortillas from the oven to the cooling conveyor. The vacuum helps to lift and transfer the hot, delicate tortillas without damage and prevents them from falling during inclined transfers.
- Cooling Conveyor: Long stretches of conveyor belts, often mesh type, are used to transport tortillas through cooling tunnels or allow for ambient air cooling before packaging.
The specific properties of the dough being processed also influence conveyor choice. For example, flour tortilla dough typically contains a significant percentage of fat or shortening (2-10% baker’s percentage) , which can contribute to its stickiness, especially when warm. Corn masa is also known for its adhesive nature. The exceptional non-stick properties of PTFE become particularly vital when handling these types of doughs. This is especially true in the hot pressing stage, where the dough is in direct contact with the belt surface under conditions of both pressure and elevated temperature. This implies that variations in tortilla formulation, such as adjustments in fat content or the inclusion of different hydrocolloids to modify texture, could further influence the optimal surface characteristics required of the conveyor belt to ensure efficient processing and high product quality.
Furthermore, the conveyor system is not merely a passive transporter but an active participant that influences the final product quality. For instance, the ability of high-temperature resistant and anti-sticking Teflon conveyors to maintain the “intactness and roundness” of tortilla dough pieces during transport is explicitly noted. Any issues such as uneven movement, sticking to the belt, or the belt imparting marks onto the product can lead to defects and reduced consumer acceptability. Within the oven, consistent belt speed and, for mesh belts, uniform airflow are crucial for achieving even baking and consistent color. During the cooling phase, efficient airflow facilitated by mesh belts helps to prevent condensation buildup and the sticking of stacked tortillas, which are critical factors for ensuring product shelf stability and quality. This demonstrates a direct and causal link between the properties and performance of the conveyor belt and several key quality attributes of the finished tortilla.
Specific Applications of PTFE Mesh Conveyor Belts in Tortilla Production Lines
Dough Handling and Pressing
PTFE mesh conveyor belts, or more commonly solid PTFE-coated fabric belts in this specific application, are integral to the dough handling and pressing stages of flour tortilla production, particularly in automated hot press systems.
- Transporting Dough Balls to the Press: In many automated lines, pre-portioned and rounded dough balls are automatically dispensed from a hopper directly onto the surface of the bottom conveyor belt of the hot press. The smooth and reliable movement provided by PTFE-coated belts ensures accurate transfer and precise placement of these dough balls, which is essential for consistent pressing and uniform tortilla shapes.
- Use in Hot Press Machines (Bottom Belt): The hot press is a critical forming stage where PTFE’s unique properties are highly advantageous.
1. Flour tortilla presses typically employ a moving conveyor belt for the bottom platen, while the top platen may be fixed or sliding. This bottom belt is often made of PTFE-coated fabric.
2. The non-stick surface of PTFE is paramount here. Tortilla dough, especially flour tortilla dough containing fats and moisture, can be quite sticky, particularly when it first encounters the heated press surfaces. The excellent release properties of PTFE prevent the dough from adhering to the belt during and after pressing. As heat is applied during the pressing cycle, the surface of the tortilla begins to cook, and the PTFE coating facilitates its easy release from the belt and the top pressing sheet. This ensures that the delicate, freshly pressed tortilla maintains its shape and integrity.
3. Heat resistance is equally crucial. The platens of a hot press are heated to facilitate the shaping and partial cooking of the tortilla. PTFE-coated belts are designed to withstand these elevated temperatures without degrading, ensuring consistent performance and longevity.
4. Some systems, like those compatible with Lawrence Equipment, feature special indexing systems where the bottom belt stops and starts at set distances, moving the dough ball under the fixed head for pressing, then moving forward again. The durability and smooth operation of the PTFE belt are essential for the precision required in such indexing movements.
This application in hot pressing is a clear example where the dual benefits of PTFE—non-stick character and thermal stability—are simultaneously leveraged to optimize both product quality and processing efficiency.
Baking Ovens
Once tortillas are formed, they are transported through high-temperature baking ovens, a stage where PTFE mesh conveyor belts offer significant advantages.
- Transporting Tortillas Through Multi-Tiered Ovens: Formed tortillas, whether die-cut or pressed, are conveyed directly into and through large, typically gas-fired, multi-tiered ovens. For example, in some corn tortilla lines, the tortillas travel in a zigzag pattern on three tiers of conveyors. The temperature on these tiers is often graduated, with the lowest tier having the lowest temperature and the top tier the highest, allowing for a progressive baking process that can be completed in as little as 21 seconds.
- Importance of Heat Resistance and Non-Stick Surface:
- Role of Mesh for Airflow and Even Heat Distribution: The open mesh design characteristic of many PTFE oven belts plays a critical role in the baking process itself.
Oven operating temperatures are substantial, often in the range of 177–260°C (350–500°F) , with some tortilla machine heating temperatures reaching up to 230°C (450°F). PTFE belts are engineered to withstand these continuous high temperatures (typically up to 260°C or 500°F, with some capable of higher intermittent exposure) without significant degradation, loss of mechanical strength, or release of harmful substances.
The non-stick surface of PTFE continues to be vital within the oven. It ensures that the baking tortillas release easily from the belt, preventing them from sticking, deforming, or tearing as they are transported through and out of the oven. This is crucial for maintaining the product’s final shape, appearance, and overall quality.
The mesh structure allows for excellent airflow, permitting hot air from the oven burners to circulate freely and uniformly around both sides of the tortillas. This promotes more even heat distribution and efficient heat transfer to the product.
Improved heat distribution contributes to more consistent baking, helping to achieve uniform color, texture, and moisture content across each tortilla and from batch to batch. This means the belt itself becomes an active component in the heat exchange process, directly influencing baking uniformity and efficiency, which in turn can affect throughput and potentially energy consumption.
The oven environment represents one of the most challenging applications for conveyor belts in a tortilla plant. PTFE mesh belts, with their robust heat resistance, superior release properties, and beneficial airflow characteristics, are specifically well-suited to meet these demands, ensuring reliable operation and consistent product quality. The “continuity of non-stick” advantage is significant here: a sticky dough pressed on a PTFE belt transitions as a partially cooked, still delicate tortilla onto a PTFE oven belt. If the oven belt were made of a material prone to sticking, the benefits achieved at the pressing stage could be compromised. This continuous non-stick surface minimizes stress on the product and reduces the likelihood of damage throughout the critical forming and cooking phases.
Cooling Tunnels/Conveyors
After emerging from the high-heat environment of the baking ovens, tortillas must be cooled to ambient temperature before they can be stacked and packaged. This cooling stage is vital for product quality and shelf stability, and PTFE mesh conveyor belts are often employed here as well.
- Transporting Baked Tortillas for Cooling: Hot, freshly baked tortillas are transferred from the oven exit, sometimes with the assistance of a vacuum transfer conveyor to ensure gentle handling and prevent them from falling , onto cooling conveyors. These conveyors transport the tortillas through dedicated cooling tunnels or over extended lengths to allow for ambient or forced-air cooling.
- Benefits of Mesh Design for Enhanced Airflow and Efficient Cooling: The open mesh structure of PTFE belts (and similarly, stainless steel mesh belts used for cooling ) is particularly advantageous in this application.
The mesh allows for maximum airflow around the tortillas, whether cooling is achieved by ambient air circulation or by forced convection using fans. This significantly enhances the rate and uniformity of cooling. For example, some stainless steel cooling belts boast a 76% open surface area specifically for this purpose.
Efficient cooling is critical to prevent several issues: it stops the cooking process, reduces the temperature to a level safe for packaging materials, and, importantly, helps to prevent condensation from forming when warm tortillas are stacked and packaged. Excess moisture can lead to tortillas sticking together, becoming soggy, and creating an environment conducive to microbial growth, thereby reducing shelf life.
The use of PTFE mesh belts in cooling contributes to maintaining the quality achieved during baking and prepares the tortillas optimally for the final packaging stages. The non-stick nature of PTFE can also be beneficial here, preventing warm, moist tortillas from adhering to the belt surface during the cooling process. Furthermore, the inherent cleanability of PTFE contributes to maintaining hygiene throughout the line. The consistent use of PTFE belts across pressing, baking, and initial cooling transfer stages can reduce the carry-over of food residues from one stage to the next. This helps in maintaining overall line hygiene and minimizes the potential for build-up that could lead to microbial issues or affect product flavor—an often underappreciated benefit that extends beyond simple cleanability at a single point in the process.
Advantages of Utilizing PTFE Mesh Conveyor Belts in Tortilla Manufacturing
The adoption of PTFE mesh conveyor belts in tortilla production lines offers a multitude of advantages that positively impact product quality, operational efficiency, food safety, and equipment longevity. These benefits stem directly from the fundamental material properties and construction of the belts.
Improved Product Quality
PTFE mesh belts contribute significantly to enhancing the final quality and consistency of tortillas:
- Consistent Cooking and Appearance: The superior non-stick surface of PTFE ensures that tortillas release easily from the belt during both the high-pressure forming stage in hot presses and the high-heat baking stage in ovens. This prevents issues such as sticking, tearing, or deformation, which are critical for maintaining the desired round shape, smooth surface, and overall visual appeal of the tortillas.
- Even Heat Distribution: In baking ovens, the open mesh design of these belts facilitates optimal airflow around the tortillas. This improved circulation of hot air leads to more uniform heat distribution, resulting in consistent baking, even coloration, and desirable texture throughout each tortilla and across production batches.
- Reduced Product Damage and Waste: The easy release properties significantly minimize mechanical stress on the delicate structure of both raw and baked tortillas. This reduction in damage translates directly to fewer rejected products and a higher yield of saleable tortillas, which is economically beneficial.
These quality improvements directly influence consumer satisfaction and can enhance a brand’s reputation in a competitive market.
Enhanced Operational Efficiency
The operational benefits of using PTFE mesh belts are substantial, particularly in high-volume manufacturing environments:
- Reduced Sticking and Associated Downtime: The primary operational advantage is the prevention of product (dough or baked tortillas) sticking to the conveyor belt surface. This drastically reduces the necessity for frequent production stoppages to scrape or clean belts, thereby minimizing unplanned downtime and maximizing valuable production uptime. Fewer interruptions for cleaning contribute to more consistent and predictable production schedules.
- Higher Throughput: Continuous and uninterrupted operation, facilitated by the reduction in sticking-related issues and cleaning requirements, allows for the maintenance of higher processing speeds and, consequently, greater overall throughput from the production line.
- Ease of Cleaning: While specific cleaning protocols must be adhered to (as detailed in Section 7), the inherent non-stick nature of PTFE surfaces generally makes them easier to clean compared to materials to which food residues, oils, and carbonized particles more readily adhere. This can save time, labor, and potentially reduce the consumption of cleaning agents.
In the context of high-volume tortilla production, even marginal improvements in uptime, cleaning speed, and throughput can compound into significant gains in Overall Equipment Effectiveness (OEE) and overall plant productivity. The various advantages offered by PTFE mesh belts—such as improved product quality (reducing defects and rework), reduced operational downtime (increasing availability), and the potential for higher line speeds (improving performance)—do not function in isolation. Instead, they synergistically contribute to a higher OEE. This holistic improvement is a significant, though often not fully quantified, benefit for manufacturers.
Food Safety and Hygiene
Maintaining stringent food safety and hygiene standards is non-negotiable in the food industry, and PTFE mesh belts offer several features that support these requirements:
- Food-Grade Material Composition: PTFE used in the manufacture of these conveyor belts is compliant with international food safety regulations, including those set by the FDA in the United States, ensuring it is non-toxic and safe for direct contact with food products like tortillas.
- Resistance to Bacterial Growth: PTFE is naturally hydrophobic (water-repellent), and its smooth, non-porous coated surface is less prone to harboring food residues. This characteristic makes the surface resistant to the attachment and proliferation of mold, bacteria, and other biological contaminants, thereby helping to maintain hygienic processing conditions.
- Chemical Resistance: The belt’s inherent chemical inertness means it can withstand exposure to various food acids, oils, and approved cleaning and sanitizing agents without degrading or leaching harmful substances into the food products. This allows for effective cleaning and sanitation protocols to be implemented.
These hygienic properties are crucial for compliance with Hazard Analysis and Critical Control Points (HACCP) systems and for ensuring the overall safety and quality of the final tortilla product.
Durability and Longevity under Harsh Conditions
PTFE mesh conveyor belts are engineered to provide reliable service even in the demanding conditions typical of tortilla production:
- High-Temperature Stability: The belts maintain their essential mechanical properties, dimensional stability, and surface characteristics at the continuous high temperatures encountered in tortilla presses and baking ovens.
- Resistance to Oils and Greases: Tortilla formulations often include fats and oils. The chemical resistance of PTFE prevents these substances from causing swelling, softening, or other forms of degradation to the belt material.
- Good Mechanical Strength and Wear Resistance: The reinforcement provided by the fiberglass or Kevlar® base fabric endows the belts with high tensile strength and good resistance to abrasion and general wear and tear, contributing to a long operational life even under conditions of continuous, high-speed operation.
A longer effective service life for conveyor belts directly translates to reduced replacement costs (both material and labor) and less downtime associated with belt changes, thereby contributing positively to the Total Cost of Ownership (TCO). Furthermore, the use of PTFE belts can contribute to broader sustainability goals beyond just energy savings. The reduction in product waste due to their non-stick properties translates to less food loss, which is a key sustainability metric. The extended lifespan of these durable belts means fewer replacements are needed over time, which in turn reduces material consumption and the amount of waste sent for disposal. Additionally, the easier cleaning associated with PTFE surfaces might also lead to a reduction in water or chemical usage, depending on the specific cleaning protocols employed, especially when compared to alternative materials that might require more aggressive or frequent cleaning. The reliable performance of PTFE belts under demanding conditions, such as high heat and contact with sticky ingredients, can also empower manufacturers to innovate with new and potentially more challenging tortilla formulations. For example, developing tortillas with higher concentrations of cheese, fruit infusions, or other adhesive additives might become more feasible if the risk of processing issues due to belt sticking is significantly minimized. In this way, the capabilities of the conveyor belt can act as an enabler for product development and innovation, rather than a constraint.
Comparative Analysis: PTFE Mesh Belts vs. Alternative Conveyor Materials
The selection of conveyor belt material is a critical decision in designing or upgrading a tortilla production line. While PTFE mesh belts offer a compelling set of advantages, it is instructive to compare them against other common alternatives used in baking and food processing.
Stainless Steel Belts (Solid and Mesh)
- Performance:
- Maintenance and Cleaning:
- Cost Implications:
Heat Resistance: Stainless steel (SS) exhibits exceptional high-temperature resistance. Certain grades of stainless steel can withstand temperatures up to 1121°C (2050°F), and carbon steel variants up to 538°C (1000°F). This makes SS belts highly suitable for direct-fired ovens and applications involving extremely high heat, potentially exceeding the typical operating range of PTFE.
Durability and Strength: SS belts are renowned for their robustness, high tensile strength, and resistance to physical damage. They can handle heavy loads and offer a very long operational life in many applications.
Heat Transfer: Solid stainless steel belts provide excellent thermal conductivity, which can be advantageous for baking applications that rely on direct conductive heat transfer from the belt to the product. Perforated stainless steel belts are also available, offering a balance between strength and airflow.
Airflow (Mesh): Stainless steel mesh belts, similar in principle to PTFE mesh, can provide good airflow for baking and cooling. For example, some SS cooling conveyor belts are designed with up to 76% open surface area to maximize airflow.
While inherently durable, stainless steel surfaces can be susceptible to food products sticking, especially those with high sugar or starch content, if the surface is not appropriately finished or managed. In contrast, Teflon mesh belts are often noted for their superior non-stick effect when compared directly to stainless steel mesh.
Cleaning stainless steel can become challenging if carbon deposits or food residues accumulate in the crevices of mesh structures or on textured solid surfaces. Solid steel belts, due to their flat and smooth surface, are generally easier to clean than wire mesh constructions.
There is a risk of rust or corrosion if lower-grade stainless steel is used or if the surface is damaged, particularly in moist environments or when exposed to certain cleaning chemicals.
The initial cost of stainless steel belts can be substantial. General estimates for metal conveyor belts range from $50 to $200 per foot, with food-grade stainless steel belts specifically estimated at $100 to $300 per foot. This suggests a potentially higher upfront investment compared to some PTFE belt options, although a precise comparison requires matching specific belt types and grades.
Solid steel belts are significantly heavier than PTFE mesh belts. This added weight can lead to higher energy consumption for heating the belt in ovens (potentially up to 30% more energy compared to lighter mesh belts) and for driving the conveyor system.
Technical specifications for products like the Ashworth CB3 Tortilla Band®, which is designed for tortilla ovens and made from stainless or high carbon steel wire, provide detailed insights into the construction of such metal belts.
Stainless steel remains a robust choice, particularly for applications involving extreme temperatures where PTFE might reach its limits, or where very high mechanical strength or specific conductive heating properties are primary requirements. However, for many tortilla production stages where non-stick performance is paramount, PTFE often provides a distinct advantage.
Other Polymer Belts (PVC, PU, Silicone)
- Polyurethane (PU) and Polyvinyl Chloride (PVC) Belts:
- Silicone Belts:
Temperature Limitations: PU and PVC belts generally have significantly lower maximum operating temperature limits compared to PTFE. While PVC is used in various food industries, its high-temperature resistance is inferior to that of PTFE. PU belts are often chosen for their good resistance to oils and fats but also have restricted temperature capabilities.
Non-Stick Properties: These materials typically do not offer the same degree of non-stick performance as PTFE, especially when subjected to elevated temperatures or when handling very sticky food products.
Hygiene: Traditional PVC belts often incorporate fabric layers within their construction. If these layers are exposed through wear or damage, or if the belt edges are not properly sealed, they can become sites for bacterial harborage and make thorough cleaning difficult. Monolithic (solid, fabric-free) PU and PVC belts address some of these concerns.
Cost: PVC conveyor belts are generally among the more economical options, with estimated costs ranging from $5 to $30 per foot. Fabric belts, which can include PU or PVC coated types, are estimated at $3 to $20 per foot.
PU and PVC belts are common and cost-effective for general food conveying tasks at ambient or moderate temperatures, such as transporting packaged goods or raw ingredients before high-heat processing. However, they are generally unsuitable for the high-temperature pressing and baking stages of tortilla production.
Temperature Resistance: Silicone belts can withstand relatively high temperatures, with some grades capable of handling up to 300°C (572°F). This makes them a viable option for certain baking applications. High-temperature silicone conveyor belts are indeed mentioned for dough applications.
Non-Stick Properties: Silicone offers good non-stick or release characteristics, comparable in some respects to PTFE.
Hygiene: Silicone is generally considered physiologically inert and does not typically release toxic substances, making it suitable for food contact.
Limitations: Silicone belts may not be the optimal choice for applications involving high concentrations of fats or oils, or exposure to certain solvents, where PTFE might offer superior chemical resistance. Additionally, for applications requiring extreme durability under combined thermal and mechanical stress, PTFE, particularly when reinforced with Kevlar®, might provide an advantage.
Silicone represents a strong alternative to PTFE in some high-heat food applications. The choice between them often comes down to specific chemical exposures, the exact temperature profile, mechanical demands, and cost considerations.
Fluoropolymer Coatings (General)
It is worth noting that “Teflon” is a brand name for PTFE, and other fluoropolymers like PFA (Perfluoroalkoxy M_S1kanes) also offer non-stick surfaces, high-temperature resistance, and chemical inertness suitable for food processing. Some specialized fluoropolymer coatings, such as DuPont’s Silverstone (now part of other coating lines), have been marketed as offering even more durable non-stick surfaces than traditional Teflon for certain bakery applications like griddles and pans. This indicates that there is variation and ongoing development even within the broader category of fluoropolymer coatings, which could influence future conveyor belt surface technologies.
The comparison reveals that there isn’t a single “universally superior” material for all conveyor applications within a food processing facility, including a tortilla plant. While PTFE mesh excels in the demanding environment of tortilla ovens and presses due to its unique synergy of high-temperature resistance, non-stick properties, and airflow facilitation , less expensive options like PVC or fabric belts might be perfectly adequate and more cost-effective for tasks such as conveying packaged tortillas at ambient temperatures or handling raw ingredients prior to processing. Stainless steel belts, with their extreme durability and heat tolerance , might be the preferred choice for other, non-tortilla related, high-abrasion or very high-temperature baking scenarios. This implies that a holistic approach to plant design should involve selecting a mix of conveyor belt materials, each tailored to the specific operational demands and economic considerations of its designated conveying task.
Opting for a lower-cost belt, such as a standard PVC belt , in a high-temperature application like a tortilla oven would inevitably lead to rapid material degradation, melting, severe product sticking, frequent and costly belt replacements, and significant production downtime. The superior high-temperature resistance of PTFE compared to even stainless steel mesh (in terms of preventing rust and associated food damage) is highlighted. This clearly illustrates that any perceived savings from a lower initial purchase price can be quickly and substantially eroded by increased operational costs—including maintenance, product loss, and lost production time—when the chosen material is not appropriately matched to the application’s demands. This reinforces the critical importance of considering the Total Cost of Ownership (TCO) when selecting conveyor belts, especially for demanding niches where PTFE offers clear performance advantages.
Furthermore, the landscape of conveyor belt materials is not static. The existence of various material combinations, such as “PTFE-coated Fabric” versus “PTFE Mesh” , and “Non-PTFE-coated fabric” , indicates a spectrum of available options. Innovations like “special cast film surface products for Lawrence-type machines” , which are PTFE-based but feature modified surfaces, demonstrate ongoing advancements. Silicone also remains a strong contender in many high-heat food applications. This dynamic environment means that new formulations and composite materials are continuously emerging, potentially offering tailored solutions that might bridge performance gaps between traditional material categories or provide enhanced characteristics for specific food processing challenges.
Table 2: Comparative Overview of Conveyor Belt Materials in Baking Applications
| Feature | PTFE Mesh | Solid PTFE (Fabric Base) | Stainless Steel Mesh | Solid Stainless Steel | Silicone Belts | PU/PVC Belts |
| Max Operating Temp. | High (e.g., ~260°C / 500°F) | High (e.g., ~260°C / 500°F) | Very High (e.g., >500°C / 932°F) | Very High (e.g., >500°C / 932°F) | High (e.g., up to 300°C / 572°F) | Low to Moderate (typically <100°C / 212°F) |
| Non-Stick Performance | Excellent | Excellent | Fair to Good (can stick) | Fair to Good (can stick) | Good to Excellent | Poor to Fair (varies) |
| Airflow Potential (Mesh) | Excellent | N/A (Solid Surface) | Good to Excellent | N/A | N/A (Typically Solid) | N/A (Typically Solid) |
| Durability/Abrasion Resist. | Good (Fiberglass/Kevlar base) | Good (Fabric base) | Very Good to Excellent | Excellent | Good | Fair to Good |
| Ease of Cleaning | Good (Non-stick surface) | Good (Non-stick surface) | Fair (crevices can trap debris) | Good (smooth surface) | Good | Fair (can absorb oils/fats if porous) |
| Hygienic Properties | Excellent (Inert, resists microbial growth) | Excellent (Inert, resists microbial growth) | Good (if high-grade SS) | Good (if high-grade SS) | Excellent (Inert) | Fair (fabric layers can harbor bacteria) |
| Chemical Resistance | Excellent (Oils, acids, cleaners) | Excellent (Oils, acids, cleaners) | Good to Excellent (depends on grade) | Good to Excellent (depends on grade) | Good (some limitations with fats/solvents) | Variable (PVC generally good) |
| Typical Lifespan (Relative) | Good to Very Good | Good to Very Good | Very Good to Excellent | Excellent | Good | Fair to Good (application dependent) |
| Indicative Initial Cost | Medium to High | Medium to High | High to Very High | High to Very High | Medium | Low |
Note: Relative assessments are general and can vary based on specific product grades and application conditions.
Operational Considerations: Challenges, Maintenance, and Lifespan Optimization
While PTFE mesh conveyor belts offer numerous advantages, their successful implementation and long-term performance depend on understanding potential operational challenges and adhering to best practices for maintenance and lifespan optimization. The material’s unique properties, particularly the combination of a durable PTFE coating with a more delicate underlying glass fiber mesh, necessitate careful handling and specific operational protocols.
Potential Operational Challenges with PTFE Mesh Belts
- Belt Tracking and Tensioning:
- Slipping, Buckling, Wrinkling, and Melting:
- Wear and Tear, and Edge Damage:
1. Maintaining proper belt tracking (alignment) and tension is critical for all conveyor belts, and PTFE mesh belts are no exception. Misalignment can lead to uneven wear, stress concentrations, and potential damage to the belt edges or the conveyor system itself. Incorrect tension—either too loose or too tight—can result in slippage, increased wear on drive components, or excessive strain on the belt and its joints, leading to premature failure.
2. Common causes of tracking problems include misaligned idlers or pulleys, an unlevel or misaligned conveyor frame or supporting structure, or material buildup on rollers that alters their effective diameter. Regular inspection and adjustment are therefore essential.
1. Slipping and Spinning Wheels: These issues can arise if the belt surface in contact with the drive rollers is too slippery, which might occur with belts having a high PTFE content on both sides or if an inappropriate belt type is chosen for the drive configuration. Material buildup on rollers can also cause slippage. Solutions include selecting belts with a higher friction surface on the drive side (e.g., one-side coated Teflon fabrics where the rougher fiberglass side contacts the rollers) or ensuring rollers are kept clean.
2. Buckling and Wrinkling: These problems often indicate excessive tensile force (tension) being applied to the belt, particularly problematic at high operating temperatures. PTFE, like other plastics, expands when heated and contracts when cooled. If a belt is over-tensioned at high temperature, it can stretch; upon cooling, it may shrink unevenly, leading to wrinkles or buckles. Such deformations can also be a sign that the internal glass fibers of the mesh have been broken or damaged, compromising the belt’s structural integrity. Reducing tension, especially during high-temperature operation, is a key corrective measure.
3. Melting: This is a clear indication that the belt has been exposed to temperatures exceeding its specified operational limits. While PTFE has excellent high-temperature resistance (continuous working temperatures around 260°C or 500°F, with short-term extremes up to approximately 360°C or 680°F for some types), exceeding these thresholds will cause the PTFE to degrade and melt. Strict adherence to the belt’s temperature ratings is crucial.
1. The structural integrity of a PTFE mesh belt relies heavily on its internal glass fiber fabric. These fibers, while strong, can be brittle and susceptible to damage from excessive bending, kinking, or sharp impacts. Such damage often manifests as white crease marks or wrinkles on the belt surface, indicating broken fibers. Once the glass fibers are compromised, the belt’s tensile strength is significantly reduced (as PTFE itself has minimal tensile strength), leading to a drastically shortened operational lifespan.
2. Belt edges are particularly vulnerable to wear if they rub against misaligned conveyor components, side guards, or improperly designed baffles in drying or baking equipment. While edge reinforcements (e.g., PTFE film, Kevlar® strips) are designed to mitigate this , proper system alignment is paramount.
3. Contact with abrasive materials or sharp objects can scratch or gouge the PTFE coating, potentially exposing the underlying mesh, or can directly cut or tear the mesh fabric.
Many of these operational challenges underscore the critical importance of the human element and comprehensive training. Issues like improper tensioning, the use of incorrect cleaning methods, or overloading the system often stem from a lack of specific knowledge about PTFE belt characteristics or from human error. While PTFE belts are advanced material solutions, their optimal performance and longevity are heavily dependent on correct operation and diligent maintenance by well-trained personnel.
Maintenance Best Practices
A proactive and appropriate maintenance regime is essential for maximizing the performance and lifespan of PTFE mesh conveyor belts.
- Cleaning Protocols:
- Regular Inspection:
- Proper Installation, Alignment, and Tension:
1. Frequency: Regular cleaning is vital. It is often recommended to wipe down belts after each production cycle to prevent the buildup of food particles, oils, greases, or other contaminants.
2. Cleaning Agents: Use only gentle, mild detergents. Abrasive chemical cleaners, strong alkalis (pH above 8.0 at operating temperatures is often cited as a limit), or harsh solvents should be strictly avoided as they can damage the PTFE coating or the underlying mesh fabric.
3. Cleaning Tools: Employ soft cloths, sponges, or soft-bristled brushes for cleaning. Hard or abrasive tools (e.g., metal scrapers, stiff wire brushes) must not be used, as they can easily scratch, score, or mechanically damage the PTFE surface and the delicate mesh structure.
4. Water Usage: There is some nuanced, and occasionally conflicting, advice regarding water usage. Some sources suggest that for certain industrial (mesh) belts, using water for cleaning is not recommended as it may lead to a reduction in the mechanical strength of the mesh fabric. Conversely, other sources mention a “gentle rinse” being acceptable for removing residues from Teflon belts. This discrepancy highlights the importance of consulting specific manufacturer guidelines for the particular belt type in use. If water and detergent are used, the choice of detergent (neutral pH) and the gentleness of application are key.
5. Thorough Drying: If the cleaning process involves water or liquid detergents, it is imperative to ensure that the belt is completely dried before resuming operation. Residual moisture can promote microbial growth (if organic residues are also present) and may affect belt performance.
1. Conduct frequent visual inspections of the entire belt surface, looking for any signs of wear such as cracks, peeling or flaking of the PTFE coating, worn areas, or discoloration.
2. Pay close attention to joints and seams (splices), as these are often points of high stress. Inspect them for signs of fatigue, cracking, misalignment, or material degradation.
3. Listen for any unusual noises (e.g., squeaking, grinding) or observe any slippage or erratic movement of the belt during operation, as these can be early indicators of underlying mechanical problems or belt issues.
4. If any damage is detected, it should be assessed and, if minor, repaired promptly to prevent the damage (e.g., a small tear or gap) from propagating and leading to a more significant failure.
1. Ensure the belt is installed according to the manufacturer’s recommendations, with correct tension applied – it should be neither too loose (which can cause slippage and wear) nor too tight (which can overstress the belt, joints, and conveyor components).
2. Verify and maintain proper alignment of all conveyor components, including drive pulleys, tail pulleys, idler rollers, and the conveyor frame itself. Misalignment is a primary cause of belt tracking problems and edge wear.
3. While the PTFE belt surface itself is self-lubricating and requires no lubrication, ensure that the mechanical components of the conveyor system (e.g., bearings in rollers and motors) are properly lubricated according to their maintenance schedules to support smooth and efficient operation.
The lifespan of a PTFE mesh belt is not solely determined by the inherent quality of the belt material itself but is significantly influenced by the design and condition of the entire conveyor system in which it operates. Factors such as misaligned frames, worn or improperly sized rollers, incorrect drive configurations, or poorly designed transfer points can all contribute to the premature failure of even the highest quality PTFE belt. This underscores the necessity of a holistic approach to conveyor system maintenance, where the health of all components is considered integral to preserving belt life.
Factors Influencing Belt Lifespan and Strategies for Maximization
Several factors collectively determine the operational lifespan of a PTFE mesh conveyor belt:
- Correct Belt Specification: Selecting a belt with the appropriate material composition (e.g., fiberglass vs. Kevlar® base), mesh size, PTFE coating thickness, weft type, edge reinforcement, and joint type for the specific demands of the application (temperature range, load, product characteristics, chemical exposure) is fundamental.
- Adherence to Operating Parameters: Operating the belt strictly within its manufacturer-specified limits for temperature, tension, load capacity, and speed is crucial for preventing premature degradation.
- Gentle Handling and System Design: The conveyor system should be designed to minimize stress on the belt. This includes using rollers of adequate diameter to prevent excessive flexing (especially for thicker belts or certain joint types), ensuring smooth transitions between conveyor sections, providing sufficient clearance to prevent rubbing against stationary parts, and protecting the belt from blockages or contact with sharp objects.
- Consistent and Appropriate Maintenance: Regular implementation of the cleaning and inspection protocols outlined above is key to identifying and addressing minor issues before they escalate into major failures.
- Timely Repair of Minor Damage: Small tears, nicks, or damage to splices should be repaired as soon as detected, if feasible and recommended by the manufacturer, to prevent further propagation.
The nuanced understanding of “easy to clean” is also critical. While PTFE surfaces are inherently non-stick and promote hygiene , the maintenance guidelines reveal an important consideration. The advice against using water for cleaning certain industrial mesh belts due to potential reduction in mechanical strength contrasts with more general notions of “easy rinsing.” This suggests that a careful balance must be struck, or specific manufacturer-recommended protocols must be strictly followed. “Easy to clean” does not equate to “indestructible” or “can be cleaned with any method or agent.” The chosen cleaning protocol must be effective in maintaining food safety standards while simultaneously preserving the structural integrity of the belt, particularly the delicate glass fibers within the mesh. This often necessitates close consultation with the belt manufacturer for specific recommendations tailored to the belt type and application.
Table 3: Troubleshooting Common Issues with PTFE Mesh Conveyor Belts and Recommended Maintenance Actions
| Issue | Potential Causes | Preventative Measures | Corrective Actions |
| Belt Slipping / Not Tracking | Incorrect tension (too loose/tight); Misalignment of pulleys/idlers; Worn drive lagging; Material buildup on rollers; Inappropriate belt surface for drive. | Regular tension checks & adjustments; Alignment verification; Clean rollers regularly; Select belt with proper drive surface. | Adjust tension; Realign components; Clean or replace lagging/rollers; Consult manufacturer for belt suitability. |
| Wrinkling / Buckling | Excessive tension, especially at high temperatures; Uneven tension; Damaged internal glass fibers; Belt too wide for support. | Optimize tension settings (reduce if too high); Ensure even tension across belt width; Avoid sharp bends/kinks. | Reduce tension; Inspect for internal damage (replace if severe); Check conveyor support and alignment. |
| Premature Edge Wear | Belt rubbing against conveyor frame or guides; Misalignment; Improperly designed product guides/baffles. | Ensure proper alignment and adequate clearance; Use edge-reinforced belts; Design smooth product guides. | Realign belt/conveyor components; Repair or replace damaged edge reinforcement if possible; Modify guides. |
| Surface Sticking/Residue Buildup | PTFE coating worn out; Improper cleaning; Product characteristics (very sticky, sugary); Temperature too high causing product degradation. | Regular, appropriate cleaning; Operate within temperature limits; Consider specialized coatings for extreme products. | Clean belt thoroughly per guidelines; If coating is worn, belt replacement is likely needed. |
| Melting / Heat Damage | Operating temperature exceeds belt’s maximum rating. | Verify and adhere to belt temperature specifications; Monitor oven/process temperatures accurately. | Immediately reduce temperature; Replace damaged belt section or entire belt if extensive. |
| Tears / Physical Damage | Contact with sharp objects; Blockages in conveyor path; Excessive localized stress; Improper splicing; Damaged glass fibers from bending. | Keep conveyor path clear; Train operators on gentle handling; Ensure proper splicing; Avoid excessive bending. | Assess damage: minor tears may be repairable (consult manufacturer); Severe damage requires belt replacement. |
Economic and Efficiency Impact in Tortilla Production
The implementation of PTFE mesh conveyor belts in tortilla production lines has significant economic and efficiency implications, primarily driven by a favorable balance between initial investment and long-term operational savings, as well as contributions to energy efficiency.
Cost-Benefit Analysis: Initial Investment vs. Long-Term Savings
A comprehensive economic assessment of conveyor belt selection extends beyond the initial purchase price to encompass the Total Cost of Ownership (TCO). This approach considers all costs associated with the belt over its entire operational life.
- Initial Cost: PTFE-based materials and the specialized construction of mesh conveyor belts can result in a relatively higher initial investment compared to some conventional conveyor belt materials like standard PVC or simple fabric belts. However, cost comparisons must be made carefully. For instance, while “High-temperature resistant belts” (a category into which PTFE belts fall) are estimated at $40–$150 per foot, “Food-grade stainless steel belts” can range from $100–$300 per foot, and general “Metal Conveyor Belts” from $50–$200 per foot. The specific type, grade, and features of the PTFE belt versus its alternatives will determine the precise initial cost differential
- Long-Term Savings (Total Cost of Ownership – TCO): The potentially higher upfront cost of PTFE mesh belts is often offset by substantial long-term savings stemming from several factors:
1. Reduced Product Waste: The exceptional non-stick surface of PTFE is a key contributor to minimizing food product sticking to the belt during pressing, baking, and transfer operations. This leads to less product damage, fewer rejects, and reduced material waste, directly improving yield and, consequently, profitability.
2. Lower Maintenance and Replacement Frequency: PTFE belts are designed for durability and longevity, especially in the harsh thermal and chemical environments encountered in tortilla production. Their resistance to high temperatures, food oils, and cleaning agents means they typically require fewer repairs and have a longer service life compared to less suitable materials that might degrade or fail more quickly under such conditions. This reduces the costs associated with belt replacement (materials and labor) and the frequency of maintenance interventions.
3. Reduced Downtime: The combination of easy-release properties (reducing the need for cleaning-related stoppages) and less frequent mechanical failures or replacements translates to significantly less unplanned downtime. Increased production uptime is a major driver of overall plant efficiency and output. Consistent production flow is achieved with fewer unplanned stoppages for clean-downs.
4. Improved Productivity: Consistent, reliable operation and optimal product release from the belt surface contribute directly to improved productivity and higher throughput rates.
The TCO principle suggests that investing in a higher-quality, application-specific component like a PTFE mesh belt, even if it has a higher initial price, can be more economical in the long run than opting for a “bargain” alternative that incurs higher ongoing costs for maintenance, repairs, product loss, and lost production due to downtime. In high-volume tortilla production, where machinery often runs 24/7, these operational savings can accumulate rapidly, making the TCO of PTFE belts very attractive. The decision to use PTFE belts, therefore, can be viewed as a strategic investment aimed at long-term value creation rather than simply an operational expense. The benefits—improved product quality enhancing brand image, higher OEE leading to better asset utilization , reduced consumption of resources like energy and raw materials (due to less waste) , and enhanced food safety —all contribute to overall business competitiveness and profitability.
Energy Efficiency
PTFE mesh conveyor belts can also contribute to improved energy efficiency in tortilla production through several mechanisms:
- Lighter Weight: Compared to solid metal belts, particularly stainless steel belts, PTFE mesh conveyor belts are generally lighter in construction. This lower mass has two primary energy-saving implications:
- Improved Heat Transfer and Airflow (Mesh Design): The open mesh structure of PTFE belts is designed to facilitate better airflow and heat circulation within baking ovens. This can lead to:
- Low Coefficient of Friction: PTFE is renowned for its very low coefficient of friction. This property means that less energy is required to overcome frictional forces as the belt moves over support surfaces and rollers, and as the product moves along the belt. This can contribute to lower overall energy consumption by the conveyor drive system. Some reports indicate that energy efficiency gained from low friction characteristics contributes to lower operational costs, with some manufacturers achieving up to 30% energy use reduction through innovative practices, although this is a general statement for PTFE belts and not specific to tortilla ovens.
1. Reduced Drive Power: Less energy is required from the conveyor motors to drive the lighter belt through the system, especially over long conveying distances or in multi-tiered oven configurations.
2. Lower Thermal Mass: A lighter belt has a lower thermal mass, meaning less energy is consumed to heat the belt itself as it repeatedly cycles into and out of the baking oven. Solid steel belts, for example, can cost up to 30% more to heat than lighter mesh alternatives, and a significant portion (as much as 25%) of an oven’s total energy consumption can be attributed to heating the belt. PTFE mesh belts, being lighter, would offer considerable energy savings in this regard.
1. More Efficient Baking: Enhanced convective heat transfer to the tortillas can potentially reduce baking times or allow for lower oven setpoint temperatures to achieve the same baking effect, thereby reducing energy consumption per unit of product. Conveyor ovens, as a general category, are reported to reduce energy consumption by up to 25% compared to traditional ovens, partly due to optimized heat distribution and reduced cooking times.
2. Efficient Cooling: Similarly, in cooling tunnels, the enhanced airflow through the mesh promotes faster and more efficient removal of heat from the baked tortillas, potentially reducing the energy needed for forced-air cooling systems.
These energy-saving attributes not only reduce direct operational costs for the tortilla manufacturer but also align with broader corporate sustainability goals and environmental responsibility initiatives. The interplay between energy efficiency, belt design, and oven design is crucial. The energy savings potential of PTFE mesh belts (due to lighter weight and better airflow ) is maximized when the oven system itself is designed or optimized to leverage these properties. For instance, an oven with a poorly designed or inefficient airflow system might not fully capitalize on the benefits of a mesh belt. Conversely, a well-engineered oven can synergize with the belt’s characteristics to achieve faster, more even baking and optimal energy performance, suggesting a need for co-design or careful matching of belt properties with the processing equipment. In the high-volume context of tortilla production , even seemingly minor percentage gains in reduced product waste, slightly shorter baking times due to efficient heat transfer , or fractional energy savings per tortilla produced can compound into substantial economic benefits over the course of a year. The true economic impact is often magnified when these efficiencies are scaled across large production volumes.
Innovations and Future Trends
The application of PTFE mesh conveyor belts in tortilla production is not static; it is influenced by ongoing innovations in belt technology, advancements in smart manufacturing, evolving market demands, and a growing emphasis on sustainability.
Advancements in PTFE Belt Technology
Continuous research and development in materials science are leading to improvements in PTFE belt technology:
- Improved Coatings and Formulations: Manufacturers are constantly working on new PTFE formulations and coating techniques. These aim to enhance specific properties such as durability, abrasion resistance, release (non-stick) characteristics for increasingly challenging food products, or thermal stability. An example is the mention of “special cast film surface products for Lawrence-type machines,” suggesting tailored surface modifications. Furthermore, an emerging trend is the development of more eco-friendly PTFE formulations to address environmental concerns associated with traditional fluoropolymer production.
- Enhanced Durability and Lifespan: A primary focus of innovation is on extending the operational lifespan of PTFE belts. This involves advancements in the base fabric materials (e.g., stronger or more fatigue-resistant fiberglass or aramid fibers), improved adhesion between the PTFE coating and the base mesh, and more robust manufacturing techniques.
- Customized Belt Designs: There is an increasing trend towards the use of customized belt designs that are precisely tailored to the unique requirements of specific applications and machinery within the food processing industry. This includes custom mesh sizes, widths, edge reinforcements, and joint types optimized for particular stages of tortilla production.
These material advancements seek to overcome existing limitations, improve performance under even more demanding conditions, and expand the range of applications for PTFE belts.
Smart Conveyor Technologies in Baking
The integration of “Industry 4.0” principles is transforming conveyor systems, including those used in baking:
- Integration of Sensors and IoT: Smart conveyor systems are emerging, incorporating sensors and Internet of Things (IoT) connectivity for real-time monitoring of critical belt parameters such as tension, wear, temperature, and alignment.
- Predictive Maintenance: The data collected by these sensors can be analyzed using artificial intelligence (AI) and machine learning algorithms to predict potential belt failures or maintenance needs before they occur. This proactive approach allows for scheduled maintenance, significantly reducing unplanned downtime, minimizing repair costs, and extending the effective lifespan of the conveyor belts.
- Automated Adjustments: In more advanced systems, sensor feedback could enable automated real-time adjustments to conveyor operating parameters, such as belt speed or tension, or even oven conditions, to continuously optimize performance and product quality.
- Tool-Free Maintenance Designs: Significant innovations are occurring in the mechanical design of conveyor components to simplify and expedite maintenance. Examples include the PowerKey™ connection system for spiral belts, which allows for disassembly with minimal or no tools, and tool-free splicing mechanisms for flat wire belts. These designs reduce maintenance time, improve operator safety, and increase equipment uptime.
- Positive Engagement Drive Systems: For applications like spiral conveyors (which can be used for proofing or cooling), positive engagement drive systems, such as the Cambridge Active Drive™, are being introduced. These systems use integrated drive pins that engage directly with the belt, eliminating the need for high tension-based drive mechanisms. This results in smoother belt movement, reduced wear on the belt and drive components, more consistent product handling, and lower energy consumption.
These smart technologies aim to make conveyor systems more intelligent, autonomous, reliable, and easier to maintain, thereby directly impacting Overall Equipment Effectiveness (OEE) and operational efficiency. The convergence of advanced material science (e.g., improved PTFE formulations ) and digital technologies (sensors, AI for predictive maintenance ) represents a powerful future direction. A “smarter” belt will not just be about its material composition but also about how its performance is continuously monitored, analyzed, and optimized in real-time, leading to unprecedented levels of reliability and efficiency.
Growing Tortilla Market and Demand for Automation and Efficiency
The tortilla market is poised for continued significant growth globally. This expansion inherently fuels the demand for highly automated, efficient, and reliable production lines capable of meeting increasing product volumes while maintaining stringent quality standards. Market trends such as the introduction of innovative tortilla flavors, the shift towards clean label and natural ingredients, the rise of plant-based and vegan options, and the embrace of global fusion cuisine may also introduce new processing challenges (e.g., stickier doughs, different baking profiles) that require advanced conveyor solutions. The conveyor systems of the future will need to be adaptable and robust enough to handle this evolving product landscape.
Sustainability Considerations
Environmental sustainability is an increasingly important driver in the food industry, influencing technology and material choices:
- Eco-friendly Materials and Processes: There is a growing focus on developing more sustainable manufacturing processes for PTFE and exploring eco-friendly formulations that reduce environmental impact. Addressing concerns related to the production and disposal of fluoropolymers is a key area of research.
- Energy Efficiency: As discussed in Section 8, the energy-efficient characteristics of PTFE mesh belts (due to lighter weight, lower friction, and improved airflow in ovens) contribute directly to reducing the carbon footprint of tortilla production.
- Waste Reduction: The non-stick properties of PTFE belts help to minimize food product waste during processing. Furthermore, developing belts with longer operational lifespans reduces the frequency of replacement, thereby conserving materials and reducing disposal waste. These aspects align with circular economy principles.
While environmental concerns regarding PTFE production and disposal do exist , these challenges are actively stimulating innovation towards more sustainable formulations and manufacturing practices. Moreover, the inherent benefits of PTFE in reducing food waste and energy consumption during processing provide a positive contribution to overall sustainability metrics. This suggests that sustainability will remain a key driver of R&D in conveyor belt materials, potentially leading to “greener” yet high-performing options.
Advancements in Food-Grade Materials for High-Temperature Applications (Broader Context)
Beyond PTFE, the broader field of food-grade materials for high-temperature applications is also seeing innovation. Technologies like extrusion cooking, which involves high heat, pressure, and shear forces , and Ultra-High Temperature (UHT) processing for liquid foods , continually push the demand for materials that can withstand extreme conditions while ensuring food safety and preserving product quality. Research and advancements in these related areas could indirectly lead to the development of novel materials or surface treatments that find future applications in conveyor belt technology for baking and other thermally intensive food processes.
A notable trend is the move towards “total system solutions” in conveyor technology. This involves designing motors, belts, bearings, and drive components to work together seamlessly, often sourced from a single supplier. Such an integrated approach, especially when combined with smart technologies, aims for faster installations, simpler maintenance, smoother line performance, reduced frictional losses, and better long-term energy management. This implies that the future of conveyor belts in tortilla production is not just about the evolution of the belt material itself, but its deeper integration into a more holistic, intelligent, and optimized conveying ecosystem within the bakery.
Conclusion
Recap of the Significant Role and Benefits
Polytetrafluoroethylene (PTFE) mesh conveyor belts have emerged as a critical enabling technology in the modern, high-volume tortilla production industry. Their unique amalgamation of material properties—including exceptional high-temperature resistance, superior non-stick characteristics, chemical inertness, food-grade compliance, and good mechanical durability when combined with reinforcing fabrics—allows them to effectively address many of the key challenges inherent in tortilla manufacturing. These challenges range from handling sticky dough formulations under pressure and heat in forming presses, to enduring the intense thermal environment of baking ovens, and facilitating efficient and hygienic cooling of the final product. The successful application of these belts is pivotal in achieving the consistent quality, high throughput, and operational efficiency demanded by a rapidly growing global tortilla market.
Summary of Key Advantages
The utilization of PTFE mesh conveyor belts in tortilla production lines offers a compelling suite of advantages. These include:
- Improved Product Quality: Achieved through consistent cooking due to even heat distribution (facilitated by mesh airflow), and preserved product integrity (shape, appearance) due to excellent non-stick release properties that minimize damage during handling and processing.
- Enhanced Operational Efficiency: Realized via significantly reduced product sticking, which leads to less unplanned downtime for cleaning, higher sustainable throughput, and generally easier cleaning protocols compared to materials more prone to residue adhesion.
- Superior Food Safety and Hygiene: Supported by the use of food-grade, non-toxic materials that are resistant to chemical attack and less likely to harbor microbial contaminants due to their hydrophobic and smooth surface characteristics.
- Good Durability and Longevity: Demonstrated by their ability to withstand the harsh conditions of tortilla manufacturing, including high temperatures, contact with oils and fats, and the mechanical stresses of continuous operation, leading to a favorable service life.
These benefits collectively contribute to more reliable, predictable, and cost-effective tortilla production. PTFE mesh belts are not merely passive components; they actively contribute to the efficiency of the production line and the quality of the end product, thus playing a key role in enabling manufacturers to meet the demands of a growing and evolving market. Their properties also provide manufacturers with greater flexibility to innovate and handle diverse or potentially challenging new tortilla formulations, such as those with sticky inclusions or unique textural requirements, without being unduly constrained by processing limitations.
Recommendations for Selection, Implementation, and Maintenance
To fully leverage the benefits of PTFE mesh conveyor belts, several considerations are paramount:
- Careful Belt Specification: The selection of a PTFE mesh belt should be a meticulous process, taking into account the specific requirements of each application point within the tortilla production line. This includes choosing the appropriate mesh size (balancing airflow and product support), type of reinforcing fabric (fiberglass or Kevlar®), PTFE coating thickness and formulation, edge reinforcement style, and joint/splice type to ensure optimal performance and durability.
- Proper Installation and System Integration: Correct installation, precise alignment of the belt and all conveyor components (pulleys, idlers, frame), and appropriate tensioning are fundamental for trouble-free operation and for maximizing belt lifespan. The entire conveyor system should be viewed holistically, as its design and condition directly impact belt performance.
- Adherence to Maintenance Protocols: Regular and appropriate maintenance, including diligent cleaning using recommended non-abrasive agents and tools, frequent inspection for wear or damage, and timely repair of minor issues, is essential. Operators and maintenance personnel should be thoroughly trained on the specific needs and handling precautions for PTFE mesh belts.
- Total Cost of Ownership (TCO) Perspective: When evaluating conveyor belt options, manufacturers should adopt a TCO approach, looking beyond the initial purchase price to consider long-term operational savings related to reduced product waste, lower maintenance requirements, decreased downtime, and extended belt life.
Potential Areas for Future Research or Development
While PTFE mesh conveyor belts are already highly effective, several avenues for future research and development could further enhance their utility in tortilla production and other food processing applications:
- Optimized Mesh Geometries: Further investigation into optimizing mesh patterns and open area percentages specifically for enhancing heat transfer dynamics (convective and radiative) and airflow characteristics within tortilla baking ovens to improve baking efficiency and uniformity.
- Advanced Coating Technologies: Continued development of PTFE coatings and alternative fluoropolymer formulations that offer even greater durability, enhanced release properties for increasingly complex or adhesive food formulations, improved abrasion resistance, or more environmentally sustainable production routes.
- Impact of Cleaning Regimens: Detailed studies on the long-term effects of various cleaning agents, concentrations, temperatures, and mechanical actions on the structural integrity, surface properties, and operational lifespan of different PTFE mesh belt constructions, leading to more refined and validated cleaning best practices.
- Integrated Smart Belt Systems: Further development and integration of advanced, cost-effective sensor technologies directly into or onto PTFE mesh belts for real-time, in-situ monitoring of critical parameters like localized temperature, strain, wear, and potential delamination within the demanding environment of tortilla production lines. This data could feed into predictive maintenance algorithms and automated process control systems.
The path forward for optimizing the use of PTFE mesh conveyor belts in the tortilla industry, and indeed in broader food processing, will increasingly involve a holistic and data-driven approach. This entails the continued synergy of material science advancements, the integration of smart digital technologies for monitoring and control, the implementation of robust and informed operational practices, and a strategic economic perspective focused on long-term value and sustainability. Data gathered from smart sensor networks and accumulated operational experience will be invaluable for driving continuous improvement in belt design, selection criteria, and maintenance strategies, heralding a future of more intelligent, efficient, and reliable conveyor technology in this vital food sector.